Great news! A U.S. specialty coffee brand has successfully launched its new product line using custom black-and-gold flat-bottomed coffee bags from Longine!
Client Requirements
This client specializes in roasting specialty Arabica coffee beans, with products primarily sold to local specialty coffee shops, high-end supermarkets, and their own online store. As part of a brand positioning upgrade, the client planned to redesign their coffee packaging to better align with the high-end specialty coffee market.
During initial discussions, the client clearly outlined several key requirements:
- The coffee bags packaging must preserve the freshness of the coffee beans;
- The packaging’s appearance must convey the premium feel of specialty coffee;
- The coffee package bag design must stand upright stably for display;
- The packaging must be compatible with automated filling equipment;
- The coffee bags packaging should feature strong brand recognition;
- The overall production timeline must be managed to ensure the new product launches on schedule.
After detailed discussions, the Longine team developed a comprehensive custom black-and-gold flat bottom coffee bag solution based on the client’s product positioning, sales channels, and brand visual requirements.

Longine Recommendation for Flat-Bottom Coffee Bag Structure
After thoroughly understanding the client’s product positioning, the Longine team recommended a flat-bottom coffee bags structure, customized with a matte black-and-gold design aesthetic.
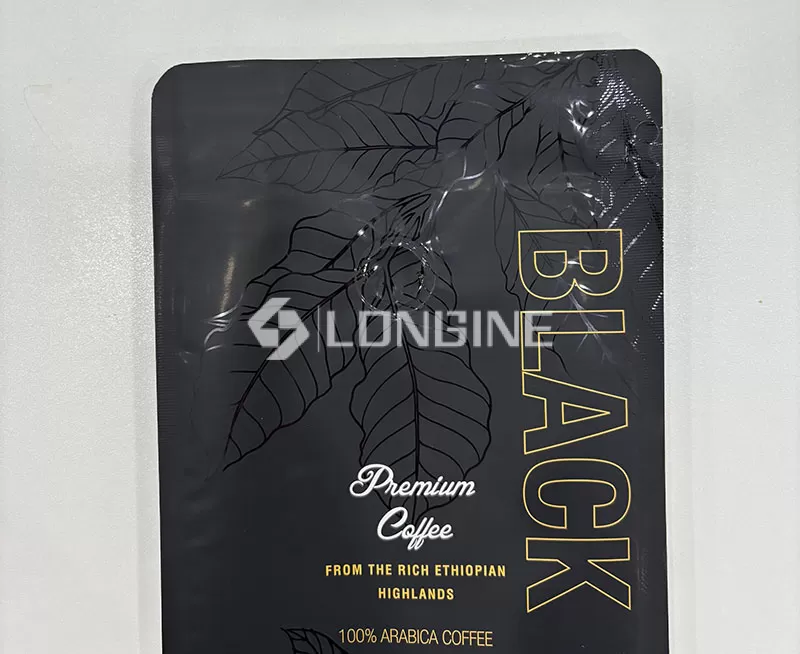
The final packaging design features black as the primary color, complemented by gold brand typography and tropical leaf motifs, aligning with the premium visual style commonly found in the specialty coffee market.
The front of the packaging prominently features:
- Brand name;
- “Premium Coffee” text element;
- Information about Ethiopian highland coffee;
- “100% Arabica Coffee” product positioning;
- Gold leaf visual design.
The entire coffee bags packaging adopts a clean, vertical layout with localized glossy finishes, giving the logo and patterns a more pronounced sense of depth under lighting.
First batch of 80,000 custom flat-bottom coffee bags
After finalizing the design, the client first arranged for sample approval.
Longine optimized the packaging dimensions, one-way valve placement, and heat-seal areas according to the client’s requirements, while also arranging for filling tests on the samples.
The final confirmed packaging specifications include:
- 250g flat-bottom coffee bags;
- Matte film surface finish;
- One-way valve;
- Resealable zipper;
- High-barrier composite material;
- Food-grade inner layer structure;
- Spot UV coating;
- Gold spot color printing.
The total quantity for this initial production run reached 80,000 units:
- 60,000 units in the 250g size;
- 20,000 units in the 500g size.
The coffee package bag is primarily used for the client’s three specialty coffee bean series, including:
- Ethiopian sun-dried coffee beans;
- Colombian blend coffee beans;
- Medium-roast Arabica coffee beans.
Optimization of the one-way vent and packaging details
Since coffee beans continue to release carbon dioxide after roasting, the client placed significant emphasis on vent stability.
To address this requirement, the Longine technical team focused on optimizing:
- The installation position of the one-way vent valve;
- Valve sealing stability;
- Bag heat-seal strength;
- Bottom load-bearing structure;
- Three-dimensional structural support of the packaging.
During the testing phase, the client conducted drop tests, seal tests, and long-term static tests on the packaging.
After multiple rounds of validation, the coffee bags packaging not only stands stably for display but also effectively reduces deformation caused by compression during transportation.
From Prototyping to Mass Production in Just 18 Days
Due to the client’s tight new product launch schedule, the project had strict delivery requirements.
Upon sample approval, Longine immediately arranged the printing, lamination, curing, and bag-making processes, while simultaneously monitoring every production milestone.
Throughout the custom coffee bags production process, the team maintained constant communication with the client regarding:
- Print color confirmation;
- Adjustments to the gold spot color;
- Packaging dimension confirmation;
- Valve installation results;
- Outer carton shipping solutions;
- Sea freight packaging details.
Ultimately, it took only 18 days from sample approval to the completion of the entire batch of packaging.
Upon receiving the packaging, the client provided positive feedback on the overall visual appeal, particularly noting that the black-and-gold color scheme and flat-bottom structure significantly outperformed the previous packaging design when displayed on the shelves of specialty supermarkets.
Longine Offers Professional Custom Coffee Packaging Services
Longine provides professional packaging solutions tailored to the characteristics of different coffee products, including:
- Flat-bottom custom coffee bags;
- Coffee packaging bags with vent valves;
- Stand up zipper coffee bags;
- Ground coffee packaging bags;
- Drip bag coffee packaging;
- Matte and glossy printing finishes;
- Custom solutions for both small and large batches.
From packaging structure and material selection to printing and production, the Longine team can provide tailored packaging recommendations based on your specific needs.
If you are looking for a coffee packaging solution that balances freshness retention, shelf appeal, and brand identity, please contact Longine for more information on customization.